Nhà máy thông minh
Chỉ số OEE và quản lí những tổn thất trong sản xuất bằng IIOT
OEE là gì?
OEE (overall equipment effectiveness) là thuật ngữ và là thông số rất phổ biến trong bảo trì năng suất toàn diện (Total Productive Maintenance). OEE được dùng để đo lường hiệu quả hoạt động (effectiveness) của một thiết bị (equipment) một cách tổng thể (overall) thông qua cả 3 mặt nguồn lực– thời gian, chất lượng, và tốc độ vận hành – và qua đó giúp chỉ ra các vùng cơ hội để cải tiến.
Mô hình OEE
- Availability, tạm dịch là tỷ lệ hữa dụng, đo lượng tổn thất thời gian vận hành (downtime)
Availability = (Thời gian hoạt động thực tế)/(Thời gian chạy máy theo kế hoạch) x 100%
- Quality, tạm dịch là tỷ lệ chất lượng, đo lượng tổn thất chất lượng
Quality = (Tổng sản phẩm đạt chất lượng)/(Tổng sản phẩm sản xuất) x 100%
- Performance, tạm dịch là tỷ lệ hiệu suất, đo lượng tổn thất tốc độ vận hành
Performance = (Tổng sản phẩm sản xuất)/(Thời gian chạy máy thực tế x công suất thiết kế) x 100%
- Overall Equipment Effectiveness (OEE), tạm dịch là hiệu quả sử dụng thiết bị tổng thể, đo lường hiệu quả hoạt động (effectiveness) của một thiết bị (equipment) một cách tổng thể (overall)
OEE= Availability x Quality x Performance
Phương pháp tính OEE cho dây chuyền sản xuất
Công thức OEE được thiết kế thuần túy cho việc tính hiểu quả hoạt động của một máy và được sử dụng phổ biến trong các lĩnh vực sản xuất tự động cơ khí hóa cao. Vì vậy OEE cần phải được điều chính và linh hoạt thay đổi cho phù hợp với từng lĩnh vực cụ thể

Trong đó:
Tỷ lệ hữa dụng (Avaiability): là tỷ số giữa thời gian sản xuất thực tế và thời gian mà chuyền sản xuất được lên kế hoạch (bao gồm thời gian tăng ca)
Availability = (Thời gian sản xuất thực tế)/(Thời gian sản xuất theo kế hoạch) x 100%
Tỷ lệ chất lượng (Quality): là tích của RFT (Right First Time) của các công đoạn Cắt, May, và Lắp Ráp
Quality= (Tổng sản phẩm hạng A)/(Tổng sản phẩm kiểm tra) x 100%
Tỷ lệ năng suất (Performance): là tỷ số giữa hiệu quả sản xuất thực tế tạo ra sản phẩm theo giờ (bao gồm cả hàng lỗi) và thời gian sản xuất thực tế:
Performance = (Hiệu quả sản xuất thực tế theo giờ)/(Thời gian sản xuất thực tế) x 100%
Và Hiệu quả sản xuất tổng thể (OEE) : là tích của các thông số trên:
OEE = Availability x Quality x Perforamnce
Ứng dụng OEE
Kết quả các thông số của OEE nên được trực quan hóa như biểu đồ minh họa sau:

Một cách để diễn giải ý nghĩa của biểu đồ OEE của chuyền như sau:
Avaiability = 97%: nguôn lực về mặt thời gian được tận dụng 97% và 3% còn lại là khoảng thời gian chết (tất nhiên con số này là không đúng có thể lớn hơn rất nhiều, chỉ mang tính trình bày và minh họa là chủ yếu)
Quality = 90%: cứ 100 đồi vào chuyền cắt thì chỉ có 90 sp được chứng nhận loại A về chất lượng, hoặc cứ 100 tiếng được dung để sản xuất thì 10 tiếng là lãng phí do các vấn đề về chất lượng
Performance = 102%: chỉ ra rằng tốc độ sản xuất của chuyền vướt mục tiêu 2% về mặt thời gian. Một cách chi tiết, chỉ số này được tính (xem file Excel đính kèm) như ví dụ sau:
- Mục tiêu là 220 sp/giờ với chất lượng loại A của chuyền trong tổng thời gian sản xuất thực tế (bao gồm tăng ca và sau khi trừ đi các thời gian ước lượng về lãng phí và downtime) là 198 giờ.
- Thực tế, chuyền sản xuất cũng báo cáo là sản xuất được 39,764 sp trong tháng 1, vậy thời gian mà chuyền đã sản xuất đạt chất lượng theo mục tiêu 220 sp/giờ là:
Thời gian sản xuất loại A = (Sản lượng mục tiêu của chuyền)/(Sản lượng đạt được Loại A) = (220 sp/giờ)/(39,764 sp/tháng1 ) = 180.7455 giờ
- Và QIP cũng báo cáo RFT là 90% (Cắt + May + Lắp Ráp), vậy thời gian thực sự mà chuyền đã thực hiện sản xuất là:
Hiệu quả sản xuất theo giờ = (Thời gian sản xuất loại A)/Quality = (180.7455 giờ)/(90% ) = 200 giờ
- Cuối cùng:
Performance = (Hiệu quả sản xuất theo giờ)/(Thời gian sản xuất thực tế) = 200/198 ≈ 102%
Vị vậy, với trường hợp này thì mục tiêu 220 sp/giờ là không phù hợp nữa.
6 tổn thất lớn của OEE
Một trong những mục tiêu lớn nhất của các chương trình Bảo trì năng suất tổng thể – TPM – và Hiệu suất thiết bị tổng thể – OEE – là loại bỏ và giảm thiểu 6 TỔN THẤT LỚN, những nguyên nhân chính gây ra sự mất hiệu suất trong sản xuất.

Tổn thất 1 – Hỏng hóc của máy mócc, thiết bị:
Hỏng hóc của máy móc, thiết bị là tổn thất dễ dàng nhìn thấy nhất trong hoạt động sản xuất bởi tính bất thường và sự tác động rõ ràng của nó đến hoạt động sản xuất liên tục trong nhà máy. Các trường hợp xảy ra tổn thất này bao gồm hỏng hóc của khuôn/gá, các hoạt động bảo dưỡng không năm trong kế hoạch, hỏng hóc chung về cơ/điện hoặc bộ phận của thiết bị hoặc các trường hợp thiết bị không vận hành theo yêu cầu (chức năng/thông số công nghệ), …
Tổn thất này được xếp vào nhóm “Tổn thất dừng máy” trong OEE.
Tổn thất 2 – Thiết lập và điều chỉnh thiết bị:
Tổn thất về thiết lập và điều chỉnh thiết bị thường được cảm nhận ít rõ ràng hơn trong quá trình sản xuất. Một trong những lý do cho việc này có thể là sự “tiêu chuẩn hóa” việc thiết lập và điều chỉnh thiết bị trong các quy trình sản xuất. Các ví dụ minh họa cho tổn thất này bao gồm thiết lập & khởi động vào đầu ca, khi thay đổi đơn hàng, thay đổi khuôn gá, thay đổi thông số công nghệ, thiếu/thay đổi nguyên liệu.
Tổn thất này được xếp vào nhóm “Tổn thất dừng máy” trong OEE.
Tổn thất 3 – Dừng vặt khi vận hành thiết bị:
Các trường hợp dừng vặt, để phân biệt với các tình huống hỏng hóc, thường bao gồm các sự cố gây ra thời gian dừng máy ngắn – ví dụ dưới 5 phút – và thường không yêu cầu sự có mặt của nhân viên kỹ thuật/bảo dưỡng. Các tình huống thực tế có thể bao gồm sự cố với dòng chảy trên dây chuyền, bị kẹt/tắc, sự cố với phần nạp liệu/dẫn hướng, nhầm vật tư/nguyên liệu, bộ phận cảm biến bị che khuất, sự cố nhỏ ở các công đoạn sau, ….
Tổn thất này được xếp vào nhóm “Tổn thất tốc độ” trong OEE.
Tổn thất 4 – Thiết bị vận hành với tốc độ thấp:
Trong một số trường hợp, thiết bị được vận hành ở tốc độ thấp hơn so với thiết kế/tiêu chuẩn gây ra tổn thất đối với OEE. Một số tình huống gặp phải của tổn thất này có thể là vận hành thiết bị ở điều kiện không phù hợp (môi trường, nguyên liệu, …), vận hành thiết bị ở vận tốc thấp hơn vận tốc thiết kế hoặc tiêu chuẩn vận hành, thiết bị/linh kiện bị dơ/rão/mòn, nhân viên vận hành thiếu năng lực.
Tổn thất này được xếp vào nhóm “Tổn thất tốc độ” trong OEE.
Tổn thất 5 – Sai lỗi khi khởi động:
Khi khởi động hoặc điều chỉnh thiết bị, tổn thất với OEE không chỉ nằm ở chỗ dừng máy mà còn gây ra tổn thất khi tạo ra các sản phẩm sai lỗi. Các sản phẩm lỗi này có thể được phát hiện ngay để loại bỏ, sửa chữa hoặc có thể bị đi lọt vào các quá trình tiếp theo và gây tác động lớn hơn đến chất lượng.
Tổn thất này được xếp vào nhóm “Tổn thất chất lượng” trong OEE.
Tổn thất 6 – Sai lỗi trong sản xuất:
Tổn thất này bao gồn các sản phẩm sai lỗi được tạo ra khi thiết bị được cho là hoạt động trong tình trạng “bình thường” và biểu hiện qua các sản phẩm phải làm lại ngay tại công đoạn, phế liệu và các sự cố chất lượng ở những công đoạn tiếp theo khi các sản phẩm lỗi bị lọt lại.
Tổn thất này được xếp vào nhóm “Tổn thất chất lượng” trong OEE.
Ứng dụng IOT trong đo lường OEE thời gian thực
Internet of Things (IoT) giúp các ban quản lý sản xuất cải thiện đánh giá OEE của họ với sự hiểu biết chi tiết về hiệu suất thiết bị thông qua thiết bị đo đạc và phân tích. Các giải pháp IoT giúp cải thiện các giá trị OEE theo nhiều cách:
- Phân tích quá trình lịch sử và dữ liệu hiệu suất để tối ưu hóa quy hoạch bảo trì, lịch biểu và tài nguyên.
- Nhận cảnh báo trước về sự xuống cấp của máy của họ, với bảo trì dự đoán để tránh thời gian chết.
- Mục tiêu dẫn đến chi phí bảo trì thấp hơn, vật liệu và nguồn cung cấp giảm, và có sẵn thiết bị lớn hơn.
- Chất lượng dây chuyền sản xuất sẽ được theo dõi cẩn thận. Nó sẽ giúp bạn theo dõi các thông số quá trình, tìm ra hiệu chuẩn, nhiệt độ, tốc độ và thời gian sản xuất của máy.
- Nó sẽ giúp trong việc quản lý chuỗi cung ứng. Các ngành công nghiệp sẽ có thể so sánh các kết quả sản xuất trước đó với những kết quả mới. Nó sẽ giúp họ quyết định cách họ có thể làm việc theo lịch trình tương lai của họ
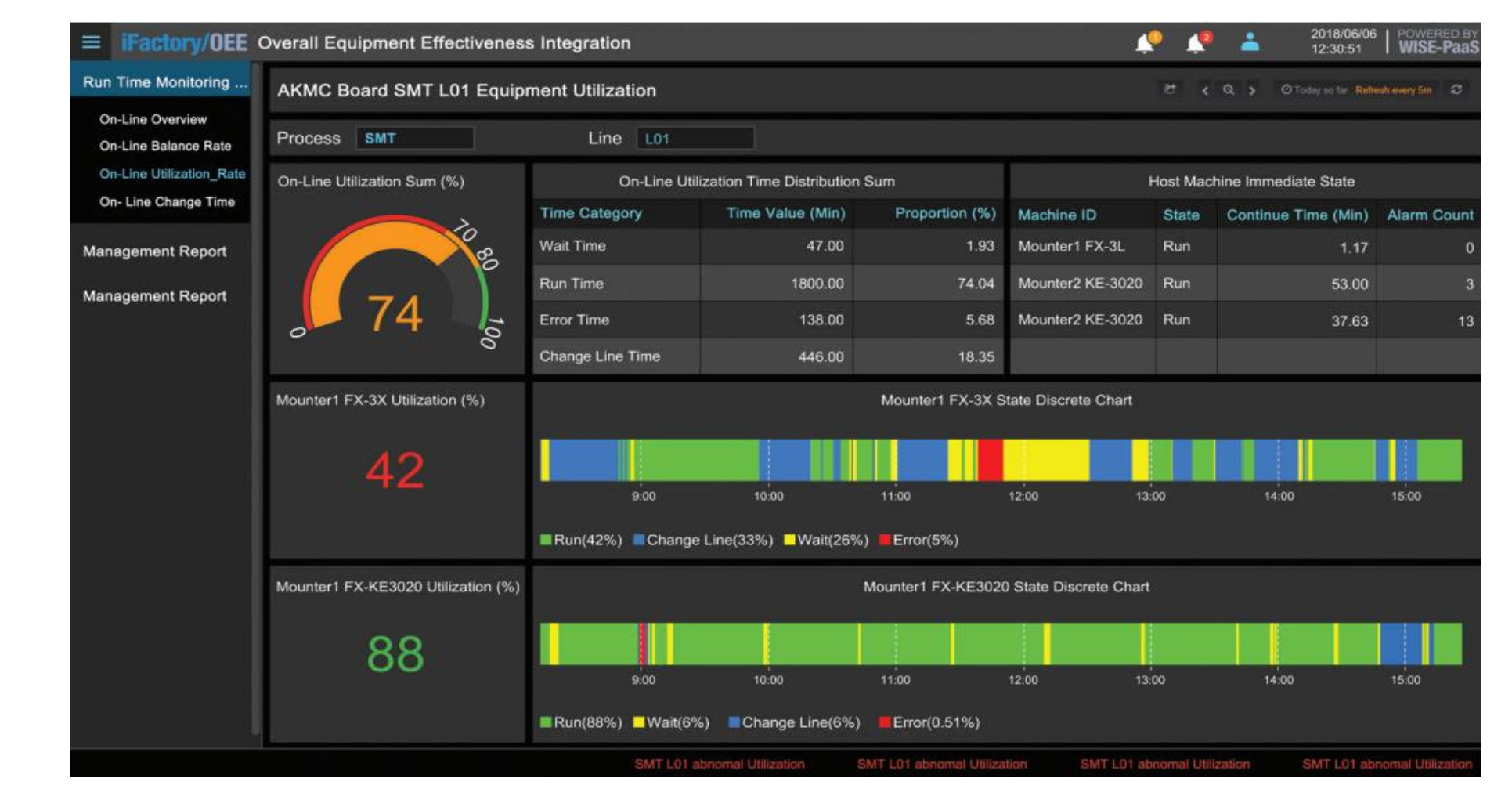
Theo dõi chỉ số hiệu suất hoạt động của máy móc thời gian thực với IOT
Với thiết bị liên quan đến IoT mới, các công ty có thể dễ dàng đạt được điểm OEE cao hơn, với việc triển khai công nghệ đúng cách.